

Een eenzege Pak deen 96% Zink an dréchenem Film enthält, eng alternativ Anti-Korrosiounsleistung fir waarm Dip
Beschreiwung
ZINDN ass eng Eenpack Galvaniséierungsbeschichtung déi 96% Zinkstaub am dréchene Film enthält a souwuel kathodesch wéi och Barrière Schutz vu Ferrometaller ubitt.
Et kann als net nëmmen eng eenzegaarteg System benotzt ginn eng Alternativ anticorrosion Leeschtung ze waarm-Dip galvanizing, mee als primer an engem Duplex System oder dräi-Layer ZINDN kann een System.
Et kann applizéiert ginn duerch Sprayen, Pinselen oder Walzen op engem propperen a rauem Metallsubstrat an enger breet Palette vun atmosphäreschen Ëmstänn.
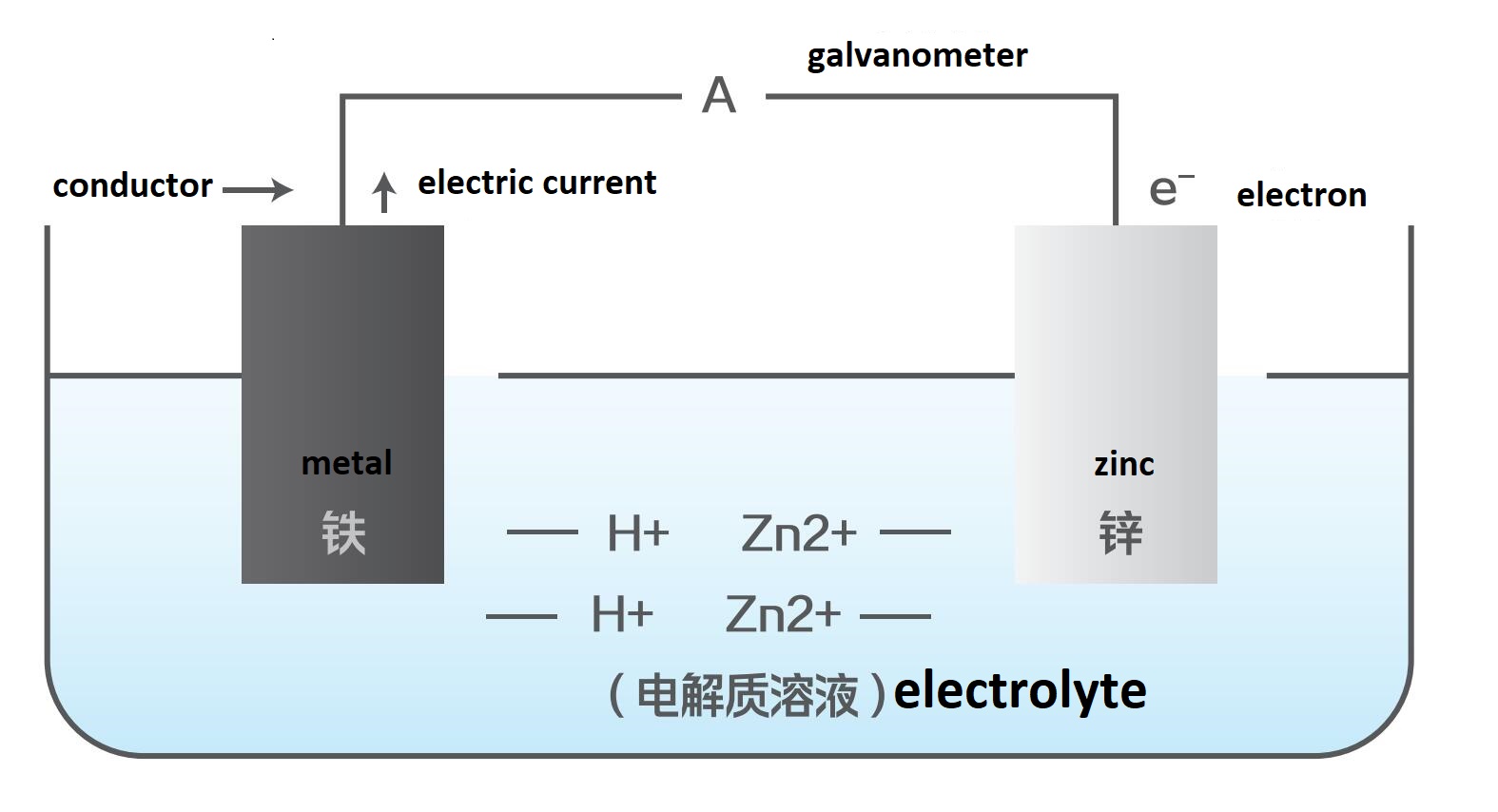
Kathodesche Schutz
An der elektrochemescher Korrosioun sinn d'Metall Zink a Stahl a Kontakt mateneen, an den Zink mat engem nidderegen Elektrodenpotenzial gëtt als Anode benotzt, déi kontinuéierlech Elektronen verléiert a korrodéiert ass, dat heescht d'Afferanode;wärend de Stol selwer als Kathode benotzt gëtt, déi nëmmen Elektronen transferéiert a sech net ännert, sou datt et geschützt ass
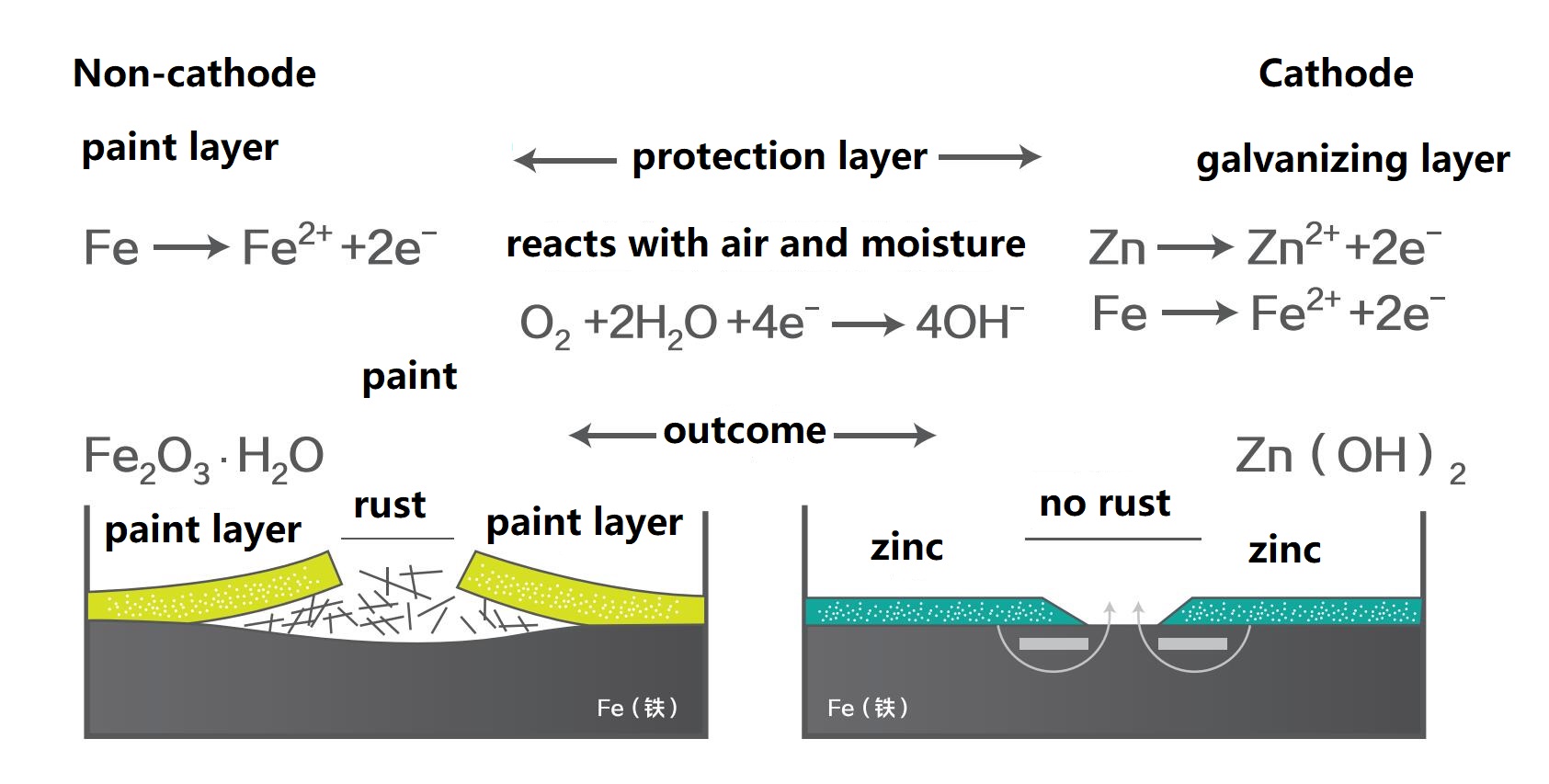
Den Zinkgehalt an der ZINDN Galvaniséierungsschicht ass iwwer 95%, an d'Rengheet vum benotzte Zinkstaub ass sou héich wéi 99,995%.Och wann d'Galvaniséierungsschicht liicht beschiedegt ass, rust d'Eisen ënner der Zinkschicht net bis den Zink komplett verbraucht ass, an mëttlerweil kann et effektiv d'Verbreedung vu Rost verhënneren.
Barrière Schutz
D'speziell Reaktioun Mechanismus mécht ZINDN galvanizing Layer kann weider Self-versiegelt mat der Zäit no Applikatioun, eng dichte Barrière Formen, effektiv isoléieren corrosion Faktoren, a vill verbesseren der Anti-corrosion Fähegkeet.
ZINDN kombinéiert d'Charakteristiken vun zwee Anti-Korrosiounseigenschaften an een, duerch d'Begrenzung vum Pigment-Basis-Verhältnis vu konventionelle Beschichtungen duerchbriechen an eng exzellent laangfristeg Anti-Korrosiounsfäegkeet erhalen.
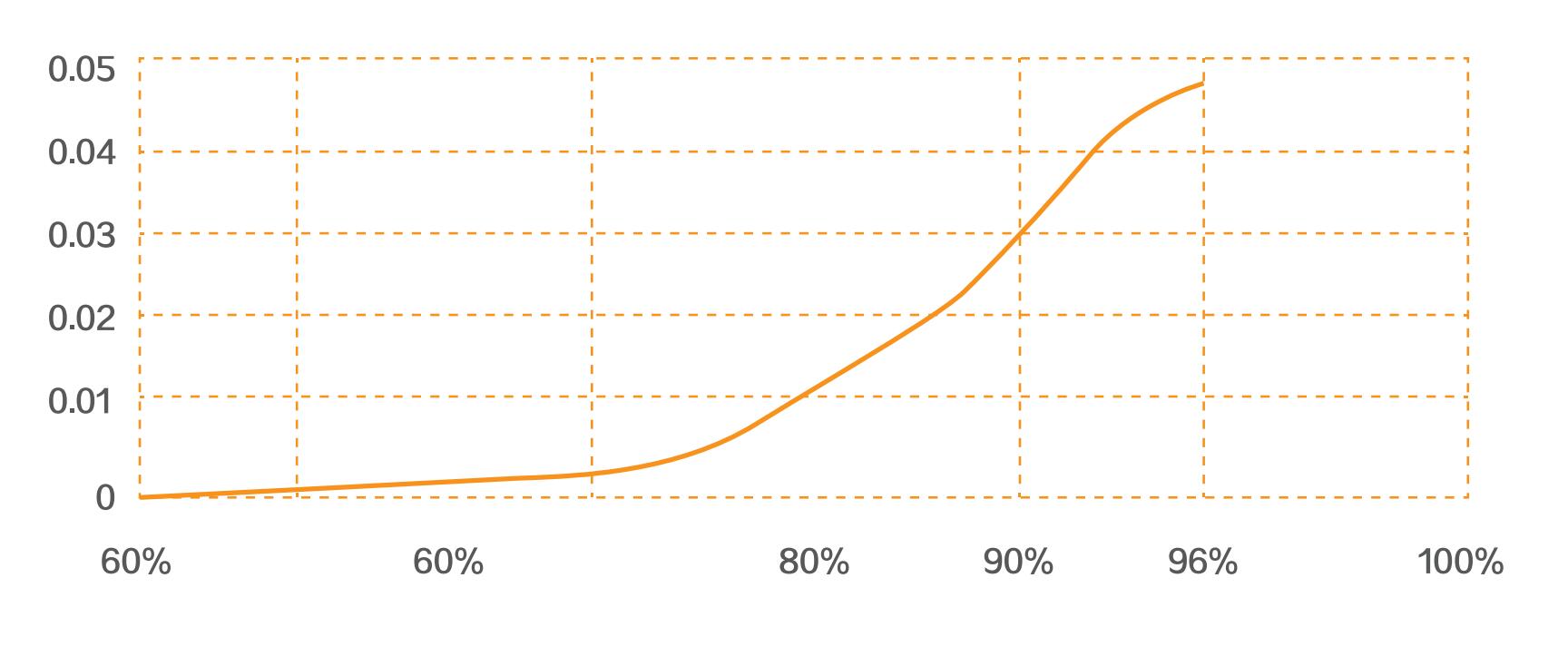
95% Zink Stëbs am ZINDN galvanizing Layer dréchen Film, d'Korrosioun aktuell Dicht ass vill méi héich wéi déi vun der Zénk-räich Beschichtung
Mat der Erhéijung vum Zinkstaub an der trockener Filmschicht wäert d'Korrosiounstroumdicht erheblech eropgoen, an d'elektrochemesch Anti-Korrosiounsfäegkeet wäert och wesentlech eropgoen.
Virdeeler vun ZINDN
Laangfristeg Anti-Korrosioun
Aktiv + Passiv duebel Schutzeigenschaften, Salzspraytest bis zu 4500 Stonnen, erreechen einfach op 25+ Joer Antikorrosiounsdauer.
Staark Adhäsioun
Déi entwéckelt Fusiounsagenttechnologie huet d'Adhäsiounsproblem vum héijen Zinkstaub (> 95%) am trockenem Film komplett geléist.4% Mass Fraktioun vun Fusioun Agent kann fest 24 Mol säi Gewiicht vun Zénk Stëbs binden an et mat de Substrat an Haftung bis 5Mpa-10Mpa maachen.

Gutt Kompatibilitéit
ZINDN kann als eenzeg Schicht oder als Zwee- oder Dräi-Schicht-System mat ZD-Sealer, Topcoat, Sëlwer-Zink, etc.

Kee Rëss oder Offall benotzt a Schweess
ZINDN geléist der Industrie Flaschenhals datt galvanizing Layer liicht Splécken a falen Offer am Weld, garantéiert d'Applikatioun Qualitéit.

Einfach ze bewerben
Ee Pak, kann duerch Sprayen, Pinselen oder Rollen applizéiert ginn.Sénkt net op de Buedem, blockéiert d'Waff net, blockéiert d'Pompel net, bequem applizéiert.

Käschteeffektiv
Öko-frëndlech, bëlleg, an einfach Touchup am Verglach zu waarm-Dip an thermesch Spraydousen galvanizing.
Laang Intervalle tëscht Touch-up a Recoating, niddereg Käschte vum Liewenszyklus Antikorrosioun am Verglach mat Epoxy-Zink-räiche Beschichtungen.
Verglach vun technesch Indicateuren
| Artikel | Hot-Dip | Thermal Spray | ZINDN |
| Uewerfläch Behandlung | Pickelen a Phosphatéieren | Sa3.0 | Sa2.5 |
| Applikatioun Method | Hot Tauchen | Elektresch Arc Spraydousen Zénk;Sauerstoff;B Block Hot Spray Zink (Aluminium) | Sprayen, Pinselen, Rollen |
| Applikatioun Schwieregkeeten | Schwéier | Schwéier | Einfach |
| Applikatioun op der Plaz | No | Méi schwéier, mat Restriktiounen | Confortabel a flexibel |
| Energieverbrauch | Héich | Héich | Niddereg |
| Effizienz | Ofhängeg vun der Gréisst vun der Heissgalvaniséierungsfabrik | Thermesch Spray 10m²/h; Arc Spray 50 m²/h; | Airless Spray: 200-400 m²/h |
| Ëmwelt a Sécherheet | D'Platéierungsléisung produzéiert eng grouss Quantitéit un héich gëfteg Substanzen, Offallflëssegkeet an Offallgas | Schwéier Zinkniwwel a Stëbs ginn produzéiert, wat Beruffskrankheeten verursaacht | Kee Bläi, Kadmium, Benzen an aner schiedlech Substanzen.Applikatioun ass d'selwecht wéi Molerei, eliminéiert sérieux Verschmotzung. |
| Touch up | Schwéier | Schwéier | Einfach |
ZINDN Beschichtung System
Single Layer:
Recommandéiert DFT: 80-120μm
Duplex System:
1.Zindn (80-120μm) +Sëlwer Sealer 30μm
2.Zindn (80-120μm) +Sëlwer Zink (20-30μm)
3.Zindn (60-80μm) + Pudderbeschichtung (60-80μm)
Komposit Beschichtung
Zindn + Sealer + Polyurethan / Fluorocarbon / Polysiloxane
Zindn DFT: 60-80μm
Sealer DFT: 80-100μm
Topcoat DFT: 60-80μm
Applikatioun op der Plaz

Virun Applikatioun

No ZINDN Applikatioun
Applikatioun Prozess vun ZINDN

Entfettung an Dekontaminatioun
Uewerflächeölflecken solle mat engem nidderegen Drockspray oder enger mëller Pinsel mat engem speziellen Botzmëttel gebotzt ginn, an all Reschter solle mat enger frëscher Waasserpistoul ofgewäsch ginn, oder mat Lye, Flam, etc. behandelt ginn, a mat frëschem Waasser bis neutral gespullt ginn.Kleng Flächen vun Uelegflecken kënne mat Léisungsmëttel geschrubbt ginn.

Uewerfläch Behandlung
Benotzt Sandbléiser oder elektresch Handwierksgeschir an Handwierksgeschir fir d'Rost, d'Protrusiounen an d'Peel-Deeler op der Uewerfläch ze entfernen, besonnesch déi rostig Deeler, an déi rau Deeler ginn duerch Schweißen ausgeglach.

Mëschung
ZINDN ass en Eenkomponentprodukt.No der Ouverture vum Fass, muss komplett mat engem Kraaftwierk gerührt ginn.
Verdünnt Verhältnis 0-5%;Wéinst dem Ënnerscheed an der Temperatur an der Spraypompeldruck baséiert d'tatsächlech Zousatz vun Dënn op der aktueller Situatioun.

Applikatioun
Pinselen a Walzen: Net-shedding Faarwen Pinselen a Rouleau Käre sinn recommandéiert, a benotzen d'Kräiz-Kräiz Method fir e gläichméisseg Coat fir eng gutt Pénétratioun ze garantéieren, an oppassen op d'Vermeidung an Ongläichheeten.
Sprayen: Spraypompel mat engem Kompressiounsverhältnis vun ongeféier 1:32, an halen d'Sprayausrüstung propper.
Z-Typ Düsen ass recommandéiert, d'Spraybreet ongeféier 25 cm halen, d'Düse ass senkrecht zum Werkstück bei 90 ° C, an d'Waffdistanz ongeféier 30 cm.
Proposéiert fir 2 Beschichtungsschichten ze sprëtzen, Nodeems d'Uewerfläch vun der éischter Kéier dréchen ass, sprëtzen d'zweet Kéier, widderhuelen d'Waff 2 Mol, a gëllen op déi spezifizéiert Filmdicke no den Ufuerderunge.